РД РОСЭК-001-96
Российская экспертная компания по объектам повышенной опасности
"РосЭК"
МАШИНЫ ГРУЗОПОДЪЕМНЫЕ
КОНСТРУКЦИИ МЕТАЛЛИЧЕСКИЕ
КОНТРОЛЬ УЛЬТРАЗВУКОВОЙ
ОСНОВНЫЕ ПОЛОЖЕНИЯ
Срок введения 01.09.1996 г.
Статус документа: Действует


РАЗРАБОТАН Российской экспертной компанией по объектам повышенной опасности (РосЭК), с участием Всероссийского научно-исследовательского института подъемно-транспортного машиностроения (ВНИИПТмаш), Специального конструкторско-технологического бюро башенного краностроения (СКТБ БК) и Всероссийского научно-исследовательского института строительного и дорожного машиностроения (ВНИИстройдормаш).
ИСПОЛНИТЕЛИ: канд. техн. наук Н.Н. Коновалов (руководитель работы); канд. техн. наук Н.Н. Вадковский; канд. техн. наук В.П. Шевченко; С.Б. Соколов (РосЭК); канд. техн. наук А.С. Липатов; Д.И. Дувидович; А.А. Беспалый (ВНИИПТмаш); канд. техн. наук Л.А. Невзоров; А.И. Инденбаум (СКТБ БК); Б.Н. Слепов; д-р техн. наук А.А. Зарецкий (ВНИИстройдормаш).
УТВЕРЖДЕН РосЭК 28 февраля 1996 г.
Президент РосЭК М.Н. Чумак-Жунь.
СОГЛАСОВАН Управлением по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России письмом № 12-7/316 от 3 апреля 1996 г.
Начальник Управления В.С. Котельников.
СПИСОК СОКРАЩЕНИЙ
АСД - автоматический сигнализатор дефектов
БЦО - блок цифрового отсчета
ВРЧ - временная регулировка чувствительности
ГПМ - грузоподъемная машина
СО - стандартный образец
НД - нормативная документация
ПЭП - пьезоэлектрический преобразователь
РД - руководящий документ
РС - раздельно-совмещенный
СОП - стандартный образец предприятия
УЗ - ультразвуковой
УЗК - ультразвуковой контроль
ЭЛТ - электронно-лучевая трубка
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий руководящий документ распространяется на ГПМ, поднадзорные Госгортехнадзору России.
РД устанавливает организационные требования, нормы оценки качества и технологию ультразвукового контроля металлических конструкций при изготовлении, ремонте, реконструкции и экспертном обследовании ГПМ.
Руководящий документ разработан в развитие ст. 3.55 и 3.58 Правил устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-14) и соответствует требованиям ГОСТ 20415, ГОСТ 14782, ГОСТ 26266 и ГОСТ 22727.
Настоящий РД предназначен для специалистов, связанных с изготовлением, реконструкцией, ремонтом, экспертным обследованием, а также с проведением ультразвукового контроля ГПМ.
С выходом настоящего документа теряют силу все ранее разработанные руководящие документы и инструкции по ультразвуковому контролю ГПМ.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем РД использованы ссылки на следующую нормативную документацию:
ПБ 10-14-92. Правила устройства и безопасной эксплуатации грузоподъемных кранов;
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики;
ГОСТ 2601-84. Сварка металлов. Термины и определения основных понятий;
ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые;
ГОСТ 20415-82. Контроль неразрушающий. Методы акустические. Общие положения;
ГОСТ 22727-88. Прокат листовой. Методы ультразвукового контроля;
ГОСТ 23829-85. Контроль неразрушающий акустический. Термины и определения;
ГОСТ 26266-90. Контроль неразрушающий. Преобразователи ультразвуковые. Общие технические требования;
ГОСТ 12.1.001-89. Система стандартов безопасности труда. Общие требования безопасности;
ГОСТ 12.1.003-83. Система стандартов безопасности труда. Шум. Общие требования безопасности;
ГОСТ 12.2.003-91. Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности;
ГОСТ 12.3.002-75. Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности;
ISO 2400:1972. Welds of steel - Reference block for the calibration of equipment for ultrasonic examination;
ISO 7963:1985. Welds of steel - Calibration block N 2 for ultrasonic examination of welds;
ОСТ 24.090.63-87. Оборудование подъемно-транспортное. Требования к изготовлению сварных металлоконструкций;
РД 22-207-88. Машины грузоподъемные. Общие требования и нормы на изготовление;
РД 10-146-97. Требования к проектированию и изготовлению грузоподъемных кранов-манипуляторов;
РД РОСЭК-005-96. Требования к лабораториям неразрушающего контроля и диагностики.
3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Настоящий РД базируется на терминах и определениях, приведенных в ПБ 10-14, ГОСТ 2601, ГОСТ 14782, ГОСТ 22727, ГОСТ 23829, а также использует следующие определения:
КОНСТРУКТИВНЫЙ НЕПРОВАР - непровар, наличие которого предполагается конструкцией сварного соединения;
НОМИНАЛЬНАЯ ТОЛЩИНА - толщина основного металла, указанная в чертеже без учета допусков;
ПРИВАРИВАЕМЫЙ ЭЛЕМЕНТ - элемент в тавровом или угловом соединении, торец которого примыкает под углом и приварен к боковой поверхности другого элемента;
ОСНОВНОЙ ЭЛЕМЕНТ - элемент в тавровом или угловом соединении, к боковой поверхности которого примыкает под углом и приварен торцовой поверхностью другой элемент.
4. ОБЩИЕ ПОЛОЖЕНИЯ
4.1. УЗК проводят с целью выявления:
трещин, непроваров, пор и шлаковых включений в сварных швах;
трещин и расслоений в околошовных зонах и основном металле.
4.2. Настоящий РД распространяется на УЗК листовых и трубчатых элементов металлических конструкций толщиной 4...60 мм.
4.3. Объектами УЗК являются:
сварные соединения при изготовлении, ремонте и реконструкции ГПМ;
основной металл и сварные, клепаные и болтовые соединения при экспертном обследовании ГПМ.
4.4. Согласно настоящему РД могут быть проконтролированы:
4.4.1. Сварные соединения, включая:
стыковые соединения, выполненные с остающейся подкладкой (кольцом) или без нее;
угловые и тавровые соединения, выполненные с полным проплавлением свариваемых кромок;
тавровые соединения без разделки кромок и с К-образной разделкой кромок, выполненные с конструктивным непроваром;
нахлесточные сварные соединения.
4.4.2. Клепаные соединения (исключая тела заклепок).
4.4.3. Болтовые соединения (исключая тела болтов).
4.4.4. Элементы, выполненные из листового проката.
Примечание: допускается проведение УЗК указанных выше соединений, один из соединяемых элементов которых получен прокаткой, а другой является литой, штампованной или кованой деталью. В этом случае УЗК соединения проводят со стороны элемента, полученного прокаткой.
4.5. РД не распространяется:
на соединения, в которых оба соединяемых элемента литые, штампованные или кованые;
на угловые наклонные (отклонения от перпендикулярности превышает 10ё) сварные соединения трубчатых элементов друг с другом или с другими элементами (прокатом, литыми, штампованными или коваными деталями).
4.6. Контроль по настоящему РД обеспечивает обнаружение дефектов с эквивалентной площадью не менее нормативных величин, определяемых настройкой чувствительности аппаратуры. Действительные размеры и характер внутренних дефектов не определяются, кроме случаев, предусмотренных в Приложении 1.
4.7. РД предусматривает проведение УЗК эхо-методом наклонными и прямыми совмещенными и прямыми раздельно-совмещенными ПЭП. Контроль проводят контактным способом, перемещая ПЭП по поверхности металлической конструкции вручную.
4.8. Объемы УЗК при изготовлении, ремонте и реконструкции ГПМ определяются ПБ 10-14, РД 22-207, ОСТ 24.090.63, а также другой нормативной документацией на изготовление, ремонт и реконструкцию ГПМ.
4.9. Необходимость и объемы УЗК при экспертном обследовании ГПМ определяются выполняющими обследование специалистами с учетом требований соответствующей НД по проведению экспертного обследования ГПМ.
4.10. УЗК необходимо выполнять в соответствии с технологическими инструкциями, разработанными на основе настоящего РД и полностью учитывающих его требования.
4.11. Технологические инструкции на УЗК при изготовлении ГПМ разрабатываются применительно к конструкциям конкретных ГПМ (наименование, тип, индекс), а при ремонте, реконструкции и экспертном обследовании ГПМ - применительно к ряду однотипных объектов. В технологической инструкции должен быть приведен порядок выполнения операций настройки аппаратуры, проведения контроля и оценки качества с указанием особенностей эксплуатации применяемой аппаратуры, конкретных параметров контроля, а также информационных признаков выявляемых дефектов и возможных помех.
4.12. Технологическая инструкция на УЗК, содержащая отступления от требований настоящего РД, новые методические решения, возможность применения оборудования (дефектоскопы, преобразователи, стандартные образцы), не предусмотренного настоящим РД, а также содержащая методику УЗК элементов, не указанных в п. п. 4.1.2-4.1.4, должна быть согласована с головной организацией по краностроению и РосЭК.
5. ОРГАНИЗАЦИЯ КОНТРОЛЯ
5.1. УЗК должны проводить предприятия (организации), имеющие лицензии органов госгортехнадзора:
на изготовление, ремонт или реконструкцию ГПМ;
на контроль неразрушающими (ультразвуковыми) методами металла и сварных соединений;
на экспертное обследование ГПМ.
5.2. Для проведения неразрушающего контроля на предприятии (в организации) должна быть создана лаборатория, соответствующая требованиям РД РОСЭК-005.
5.3. Места контроля должны быть оснащены средствами защиты от ярких источников света (постов электросварки, резки и т.п.). При контроле на открытом месте в дневное время или при сильном искусственном освещении необходимо принять меры к затемнению экрана дефектоскопа.
В необходимых случаях для обеспечения безопасного и удобного взаимного расположения дефектоскописта, аппаратуры и контролируемого участка металлоконструкции следует устанавливать леса, подмостки, лестницы или использовать подъемники.
5.4. Колебания напряжения в электрической сети, к которой подключают дефектоскопы, не должны превышать значений, указанных в техническом описании дефектоскопа.
5.5. Для работы в труднодоступных местах и на высоте в помощь дефектоскописту должен быть выделен вспомогательный персонал.
6. КВАЛИФИКАЦИЯ ПЕРСОНАЛА
6.1. К руководству работами по УЗК допускаются инженерно-технические работники и работники лабораторий, прошедшие проверку знаний ПБ 10-14 в соответствии с Положением о порядке проверки знаний правил, норм и инструкций Госгортехнадзора России.
Руководители лабораторий должны иметь квалификацию не ниже II (второго) уровня по акустическому (ультразвуковому) виду контроля ГПМ.
6.2. К выполнению контроля допускаются дефектоскописты, прошедшие аттестацию в соответствии с Правилами аттестации специалистов неразрушающего контроля, утвержденными Госгортехнадзором России.
7. СРЕДСТВА КОНТРОЛЯ
7.1. При контроле следует применять импульсные УЗ дефектоскопы отечественного или зарубежного производства, в которых в качестве индикатора применены ЭЛТ. Дефектоскопы должны обеспечивать проведение УЗК в соответствии с требованиями настоящего РД.
7.2. Для каждого дефектоскопа в лаборатории должны быть:
паспорт или документ, его заменяющий;
техническое описание и/или руководство по эксплуатации;
свидетельство о государственной поверке.
На дефектоскопы одного типа допускается иметь одно техническое описание и/или одно руководство по эксплуатации.
7.3. Дефектоскопы должны быть укомплектованы ПЭП, удовлетворяющими требованиям ГОСТ 26266 и обеспечивающими проведение контроля в соответствии с требованиями настоящего РД.
7.4. Для каждого ПЭП в лаборатории должны быть:
техническое описание (перечень и значения основных параметров);
свидетельство о государственной поверке, включая протокол измерений метрологических параметров.
Для комплекта ПЭП допускается иметь одно техническое описание и одно свидетельство о государственной поверке, в которых обязательно должны быть указаны перечень и значения основных параметров для каждого конкретного (тип, номер, дата выпуска) ПЭП.
7.5. Лаборатория должна быть укомплектована СО-2, СО-3 по ГОСТ 14782 и СОП. Технические требования к стандартным образцам изложены в Приложении 2.
7.6. Дефектоскопы, ПЭП и СО, применяемые для УЗК ГПМ, должны быть метрологически поверены на предприятиях, имеющих лицензию Госстандарта России на право проведения поверки средств УЗК. Поверку (аттестацию) СОП допускается проводить силами метрологических служб и служб неразрушающего контроля предприятий (организаций).
7.7. Для дефектоскопов и ПЭП допускается иметь одно свидетельство о поверке на дефектоскоп и комплект ПЭП, относящихся к этому дефектоскопу. Дефектоскопы и ПЭП следует поверять не реже одного раза в год, а также после каждого ремонта. В свидетельстве о поверке комплекта ПЭП (или в приложении к свидетельству) для каждого конкретного ПЭП (тип, номер, дата выпуска) обязательно должны быть указаны перечень и значения поверяемых метрологических параметров.
7.8. Для каждого стандартного образца (или комплекта стандартных образцов) в лаборатории должны быть паспорт и свидетельство о поверке (аттестации) с протоколом измерений основных метрологических параметров.
7.9. Первичная поверка (аттестация) стандартных образцов осуществляется при их изготовлении. Последующие поверки (аттестации) следует проводить не реже, чем через 5 лет.
7.10. На предприятии (в организации) следует иметь два комплекта СОП: один - контрольный, предназначенный для оценки результатов первичной и периодической поверок (аттестаций) рабочих СОП, и второй - рабочий комплект, служащий для проверки и настройки основных параметров контроля.
7.11. Для обеспечения проведения УЗК с учетом разных производственных условий (пространственное положение, кривизна поверхности, технические, санитарные и другие требования) лаборатория должна иметь набор контактных смазок для создания акустического контакта (глицерин, минеральные или синтетические масла, консистентные смазки и другие жидкости).
8. ПОДГОТОВКА К ПРОВЕДЕНИЮ КОНТРОЛЯ
8.1. Подготовка к проведению контроля состоит из следующих этапов:
изучение конструкции контролируемого элемента и требований чертежей, и другой НД;
анализ результатов предыдущих видов контроля и принятие решения о необходимости и возможности УЗК;
выбор основных параметров и средств контроля;
организация рабочих мест дефектоскопистов;
подготовка поверхностей, по которым будут перемещаться ПЭП;
разметка контролируемых соединений;
нанесение контактной смазки;
проверка работоспособности средств контроля.
8.2. При изучении конструкции сварного соединения следует определить его тип (стыковое, тавровое, нахлесточное, угловое), характер выполнения соединения (с полным проплавлением, с конструктивным непроваром, с подкладной пластиной или кольцом, без подкладных пластин или колец), форму элементов, образующих сварное соединение, материал (марку стали), из которого изготовлено сварное соединение, доступ к сварному соединению (выбрать поверхности, по которым будет осуществляться сканирование).
8.3. Анализ результатов предыдущих видов контроля и принятие решения о необходимости и возможности УЗК следует осуществлять в соответствии с требованиями разд. 8 и 12 настоящего РД.
8.4. Выбирать основные параметры и средства контроля следует в соответствии с требованиями разд. 12 настоящего РД.
8.5. Температура поверхности контролируемого материала и окружающей среды должна соответствовать техническим данным применяемых дефектоскопов. В зимних условиях для обеспечения указанного требования следует предусматривать устройство тепляков и подогрев контролируемого участка конструкции.
8.6. Зоны перемещения ПЭП должны быть очищены (зачищены) от брызг металла, крупных неровностей, отслаивающейся окалины и краски, грязи по всей длине контролируемого участка.
8.7. При контроле сварных соединений ширина подготовленной зоны со стороны, с которой осуществляется контроль, должна быть не менее Stga + А - n при контроле прямым лучом и не менее 2Stga + А - n при контроле однократно отраженным лучом, где: S - номинальная толщина сварного соединения; a - угол ввода; А - длина контактной поверхности ПЭП; n - стрела ПЭП.
8.8. При подготовке зоны перемещения ПЭП с помощью механической обработки шероховатость поверхности не должна быть грубее RZ 40 мкм по ГОСТ 2789.
8.9. Ширина усиления шва не должна превышать значений, указанных в соответствующем стандарте на типы и размеры конструктивных элементов сварных соединений.
8.10. Контролируемый элемент должен быть размечен для последующей регистрации в журнале (заключении) обнаруженных дефектов. Кольцевые швы труб размечают по окружности на 12 равных участков по аналогии с часовым циферблатом. Начало и направление отсчета участков определяет подписывающий журнал (заключение) дефектоскопист. Участки нумеруются двумя цифрами 1...2, 2...3 и т.д.
8.11. При контроле сварных соединений трубчатых элементов с наружным диаметром менее 200 мм рабочая поверхность ПЭП должна иметь цилиндрическую форму с радиусом, на 1...2 мм превышающим радиус трубчатого элемента.
8.12. Ежедневно, перед началом работы, дефектоскопист должен проверять у наклонных совмещенных ПЭП точку выхода, угол ввода и мертвую зону, а у прямых совмещенных и раздельно-совмещенных ПЭП - мертвую зону.
8.12.1. Положение точки выхода ПЭП проверяют по СО-3 (ГОСТ 14782). Смещение точки выхода ПЭП не должно превышать ± 1 мм.
8.12.2. Угол ввода измеряют по СО-2 (ГОСТ 14782). Углы ввода, значения которых меньше или равны 65°, следует измерять по боковому отверстию диаметром 6 мм на глубине 44 мм; углы ввода, большие или равные 70°, следует измерять по тому же отверстию диаметром 6 мм, но с плоскости, отстоящей от центра отверстия на расстоянии 15 мм. Углы ввода, равные или большие 60°, для ПЭП на частоту 4 МГц и более допускается измерять по отверстию диаметром 6 мм на глубине 15 мм. Отклонение углов ввода не должно превышать ± 1,5° для ПЭП с углами ввода 45° и 50° и ± 2° для ПЭП с углами ввода, превышающими 50°.
8.12.3. Для ПЭП с углами ввода, равными или более 65°, измерение угла ввода рекомендуется проводить при температуре, равной той, при которой проводится контроль. При различии этих температур следует учитывать изменение угла ввода. Температурные поправки угла ввода для ПЭП с призмой из оргстекла определяют по рис. 1. Для ПЭП типа ПРИЗ-Д5 учет температурных поправок не требуется.
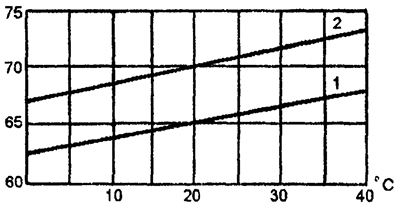
Рис.1. Зависимость угла ввода (a) от температуры для преобразователей
с номинальным углом ввода 65° (1) и 70° (2)
8.12.4. Проверку мертвой зоны осуществляют по боковым отверстиям диаметром 2 мм на расстояниях 3 и 8 мм от поверхностей в СО-2 по ГОСТ 14782. При этом мертвой зоной считают минимальное расстояние от поверхности ввода до бокового отверстия, если эхо-сигнал от него разделяется с зондирующим импульсом на уровне не менее 6 дБ. Мертвая зона при работе наклонными совмещенными и прямыми РС-преобразователями не должна превышать 3 мм, а при работе прямыми совмещенными преобразователями - 8 мм. При контроле наклонными ПЭП элементов толщиной более 50 мм мертвую зону не определяют.
8.13. При контроле ПЭП, имеющими криволинейные рабочие поверхности, для обеспечения акустического контакта с плоской поверхностью ввода СО по ГОСТ 14782 используется ванна с контактной жидкостью, уровень которой превышает максимальный зазор между поверхностями ПЭП и СО.
8.14. При измерении угла ввода и определении положения точки выхода наклонных ПЭП допускается применять стандартные образцы Международного института сварки (МИС) типа V1 (ISO 2400) и V2 (ISO 7963).
8.15. Работоспособность ультразвуковых импульсных дефектоскопов следует проверять согласно указаниям руководства по эксплуатации дефектоскопа или иного заменяющего документа.
8.16. Подготовка средств контроля заключается в проверке работоспособности дефектоскопов (п. 8.15) и преобразователей (п. 8.12) в условиях лаборатории и в настройке дефектоскопов непосредственно на месте контроля конструкций.